|
|
|
1/SDFQ Stiavelli Intermittent Motion Carousel For Brick
Bags -
1/SDFQ Carousel for Brick bags integrated with SVMC High Speed VFFS Vertical Form Fill Seal
machines.
In order to provide food industry with opportunity
to produce new type of bag, that will stand out
on the supermarket shelf, STIAVELLI developed
new packaging system model SVMC-1/SDFQ
ELECTRONIC.
This packaging system allows to produce brick
bags and, alternatively, both flat bottom bags
with different top-sealing (fin, clip or twister) and
traditional pillow type bags.
Packaging system model SVMC-1/SDFQ
ELECTRONIC has been manufactured
according to simple and innovative concepts
and it is composed of two bodies built in the
same structure.
They are: a continuous motion vertical packaging
machine (SVMC) and an intermittent motion
carousel (SC-DFQ). The whole unit is driven,
through a PLC, by means of one simple
operator interface (touch-screen).
Automatic intermittent motion machine
suitable to form, seal and fold the top of the
squared bottom bags in order to produce
brick bags. The machine is made either for
closing the bags by means of adhesive tape
or, otherwise, by label. The carousel receives
square bottom bags filled with product with
the top already formed and partially sealed.
Through 14 stations bags are shaped
according to the features pre-selected by menu.
- The unit receives the square bottom bags
with partial seal at the top already formed
and filled by the vertical packaging machine
whose mechanical structure and electronic
control are apart from the carousel.
- In the first 4 stations a vibrator adjustable
in frequencies settles the product inside the
bag to make it as compact as possible.
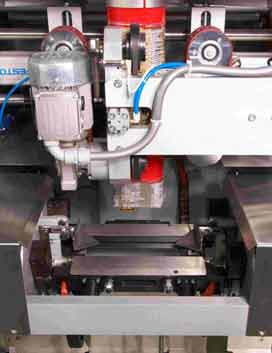
- In the 5th station, movements actuated by
step-motors carry out the bag top gusseting
and the fin pressing to form the bag and
make its introduction into the wrapping
slides easier.
- In the 6th station, through a joint movement
of short stroke pneumatic cylinders, the
bag is stretched thus letting the air out
and making it compact.
- In the 7th station the bag top will be cut
thus removing the partial welding
previously applied by the vertical
packaging machine, the scraps are sucked
and conveyed to an outer container.
Then the bag is definitively sealed and
the top folding begins. All movements
in this station are actuated by a brushless
motor and short stroke pneumatic cylinders.
- In the 8th station the first hot folding is
made through movements obtained by
short stroke pneumatic cylinders.
- Thanks to the displacement effect from
station 8 to 9 a wrapping slide completes
the bag top folding.
- A tape applicator to stick a self-adhesive
tape onto the bag top is installed in the
10th station.
- The self-adhesive tape is then pressed
onto the bag in the 11th station.
- The 12th station is a through-going
station only. A label applicator can be
installed here to stick a label onto the
bag top (label applicator excluded).
- The 13th station is a through-going station
only. A clipping machine can be installed
here to apply a clip to the bag top (clip
applicator excluded).
- In the 14th station the bag top closure is
checked by a sensor which selects the
defective bags to be rejected.
- The final bags are then sent onto a belt
where the open bags are rejected.
- The bag intermittent motion conveying
system is operated by two brushless
motors. Chains hold two quick-fit
connection paddles to convey the bags.
- The distance between the two paddles is
adjusted in conformity to bag sizes through
the two chain displacement; an encoder
controls such movement which can be
memorized and recalled automatically
at any changeover.
- The bag side holders are formed by guides
whose width and height is adjusted by a
motorized movement; thanks to an encoder
such movement can be memorized and
recalled automatically at any changeover.
- The upper part of the carousel stations,
where the pack formation devices are
located, are fixed.
- The machine part holding the chains is
mounted on a moving trolley, whose vertical
motion allows the machine adjustment
according to bag height. Such trolley is
powered and controlled by an encoder
for its automatic re-positioning at any
changeover.
- Flashing warning signal for machine in
operation and safety horn.
- Protection cover guards made of
smoke-grey or transparent materials.
- N.1 set of sized parts for a bag size.
- A PLC controls the carousel.
- Control and interpolation of electric axes
by intelligent brushless driving gears
connected to PLC.
- Squared top bag sizes recalled by program.
- Operator interface touch-screen type
colors panel.
- Possibility to install the remote assistance
service.
- Self-diagnostic program with help on line.
- Memorization of up to 50 working profiles.
SVMC is a continuous motion packaging
machine specifically designed to pack
products such as pasta, rice, snacks, dried
fruits, candies, granular products etc. at very
high production speeds. The machine is
suitable for the production of pillow type bags,
with side bellows and flat bottom bags,
starting from reels of flexible film.
- High speed reliable packaging system.
- Electronic management of all machine
parameters thanks to the multitask
operator interface.
- Extremely versatile machine with possible
coupling with most weighing and dosing
systems.
- High quality of components sharply reduces
parts wear and maintenance time.
- Phased electronic control with automatic
resetting after any machine stop.
- Modular construction tubular structure
made of epoxy painted steel with polyurethane
finishing.
- All parts in contact with the product are in
stainless steel.
- Main machine movements (horizontal
sealing group, film driving group) are
driven by brushless independent motors.
- Reel holder shaft with expansible device by
mechanical adjust in order to easy change
reel with servo-unwinder.
- Film unwinding roll group with automatic
adjusting of the film transversal sliding and
reel end control system.
- Plane surface for reel manual splicing.
- Machine stop device for film breakage.
- Film unwinding motorized roll placed before
the forming pipe.
- Film drive through under vacuum suction
group to get a highly accurate cutting pitch
and reduce belts wear.
- Sealing/transversal cutting group of the
MCR rotating type.
- Vertical sealer operated by air blast.
- Powered product unloading timing shutter.
- Self-diagnostic program.
- Operator interface touch-screen type color
panel for memorization, control and self
diagnostic of all the machine operation
parameters and to help the operator to
identify easily the eventual machine stop
causes.
- Industrial PC with hard disk, USB port,
Ethernet and RS 232, parallel port to make
software updating easier.
- Machine cycle control by PLC and driven by
brushless independent motors synchronized
with one another.
Complete turn-keys food processing and packaging
solutions are available on request. Please contact us on info@jzw.com.au
to discuss your application.
|

|